








Эти аппараты могут использоваться для решения широкого комплекса задач – от грузоперевозок и научных экспедиций до разведки и патрулирования акваторий.
С внедрением автоматизированных производственных линий все большее значение приобретают контрольно-измерительные операции. «Если в традиционном производственном процессе ведется выборочный ручной контроль, то оператор может вовремя заметить брак и остановить технологический процесс. На автоматизированном производстве цена ошибки возрастает многократно: представьте, что линия производит автономно дорогостоящие детали 24 или 48 часов подряд и вовремя не зафиксировала брак или негодную деталь», – пояснил заместитель директора департамента машиностроения Группы компаний «Интратул» Андрей Сахаров.
Он подчеркнул, что на автоматизированных предприятиях необходим непрерывный контроль, чтобы своевременно выявлять отклонения от технологических процессов.

По словам представителя ГК «Интратул», речь идет не только о межоперационном контроле или о проверке деталей.
«Контрольные функции могут внедрятся, например, непосредственно в механообрабатывающие станки. Угроза ошибки возникает при базировании детали, поэтому нужно использовать щупы, которые контролируют установку заготовки таким образом, чтоб совместить координаты станка, загруженной детали или паллеты и управляющей программы», – рассказал Андрей Сахаров.
Также он указал на необходимость контроля за износом инструментов, чтобы в автоматизированном режиме фиксировать момент, когда их необходимо заменить. «То есть это проверяет не оператор, а сама система», – подчеркнул представитель компании «Интратул».
Для пооперационного контроля можно использовать как традиционные методы (координатно-измерительные машины), так и специализированные решения. В качестве примера Андрей Сахаров привел роботизированную ячейку для контроля и сортировки деталей, которую ГК «Интратул» представила на прошедшей в Екатеринбурге выставке «Иннопром-2025».
«В изделии внедрены технологии машинного зрения и искусственного интеллекта. Решение позволяет определять тип деталей, их местоположение и выдавать роботу команду по оптимальной траектории для захвата и выдачи детали», – уточнил он, отметив, что адаптированная для сортировки деталей ячейка способна заменить целый участок технического контроля, то есть около 17 специалистов.
Кроме того, Андрей Сахаров рассказал, как организованы системы контроля в новых проектируемых производственных линиях. Так, для одного из заказчиков «Интратул» реализовал проект производства высокотехнологичной продукции, в котором функционируют порядка 15 обрабатывающих центров.
«Выполняются разные операции, в том числе и промежуточные по подготовке деталей, включая мойку и просушку, дефектоскопия и контроль геометрии. На такой линии работают два человека. По требованию заказчика, один оператор отвечает за выборочный контроль – для дополнительной подстраховки, хотя можно обойтись и без этого. Еще один сотрудник обеспечивает магнитно-порошковую дефектоскопию. Опять же потому, что так захотел заказчик: это решение проще и дешевле», – заключил Андрей Сахаров.
Группа компаний «Интратул» уже 23 года занимается модернизацией машиностроительных предприятий и развитием производственных активов, комплексным инжинирингом в сегменте эстакад слива-налива и полимерных трубопроводных систем. Решения компании ориентированы на нужды нефтеперерабатывающей, химической, энергетической, машиностроительной и металлургической отраслей.

Эти аппараты могут использоваться для решения широкого комплекса задач – от грузоперевозок и научных экспедиций до разведки и патрулирования акваторий.
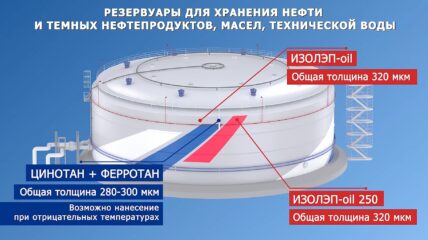
Решения холдинга обеспечивают надежную антикоррозионную защиту поверхностей, эксплуатируемых в сложных промышленных условиях.

Обзор открывающихся в России производств.

«Росатом» строит серию ПЭБ для медного кластера на Дальнем Востоке.